Semiconductor load board testing
Complete, automatic test, with component-level diagnostics
Semiconductor load boards, used for testing packaged ICs at the end of their manufacturing process, are the contact interface between the test head of the semiconductor test equipment and the pins of the devices under test. A load board is usually composed of a PCB that holds the test sockets (or contactors), and that mounts on the test head.
A single defect in these assemblies will compromise the test results: you have no way to verify if a FAIL result is due to a real defect in the component under test, or to a defect in the load board itself.
For this reason, the load board performances must be verified before their use in the production test floor, and confirmed with periodical checks to detect life-cycle failures that inevitably occur.
How to test semiconductor load boards
Load boards are often tested by running, on the same semiconductor tester they are going to be used on, a specific diagnostic procedure. Although it is quite common, this practice presents several disadvantages:
- A high cost of test, since an expensive semiconductor tester (normally running 24 hours a day) is used, interrupting its productivity
- Long diagnostic test development
- Inadequate diagnostic capability: the functional test performed on the semiconductor tester is not able to detect all possible defects on a load board
- Long repair time: when a defect is detected, the tester is not able to provide a precise error message. The defective part is not identified, nor repair guidelines are provided: an expert test engineer has to make a deep, time-consuming analysis to repair the load board
- Hidden faults are not detected: defects that do not influence directly the functionality of the load board can create instability or malfunctioning in production
Complete, efficient, fixtureless test of load boards
SPEA flying probers are fixtureless, programmable systems, able to test load boards with up to 1200x668mm size (47.2×26.3”), and up to 20Kg weight.
They recognize faulty components, detect process defects (such as open pins or short circuits), identify components that perform out of their specifications and also “weak” components that are close to their end of life (e.g. relays).
All of this does not require any application-specific fixture: the system automatically generates the test program in a few hours, starting from the CAD data of the load board. Even if CAD data are missing, the system is able to perform reverse engineering, useful to generate the test program or to replicate the load board.
Testing along the load board life time
SPEA flying probers can be profitably used not only to test fresh load boards after assembly. Their capability of accurate probing, their measurement accuracy and precise diagnostics build a great added value also for bare PCB testing, troubleshooting on defective load boards, verification after repair, weak components detection to avoid breaks on field, and reverse engineering of existing load boards.
Test of fresh
load boards
SPEA flying probers can exhaustively test any type of load board, accurately verifying correct working and parameter values for each component and net, so as to detect every process defect or component failure. This is performed off-line, without needing to spend hours on the IC tester of destination, while releasing the load board testing from the required presence of an expert engineer. Precise diagnostic information is provided for every defect found, so that the expertise and time required to repair the load board are greatly reduced.
Troubleshooting
and post repair
When a load board breaks down, SPEA flying probers simplify the repair process. It is enough to run the flying probe test program to get a precise diagnosis of the faulty part(s), off-line, reducing to minutes the downtime of the IC tester while minimizing the time to repair. Also the post-repair verification, before sending back the load board to the production floor, can be readily performed on the SPEA flying probers, getting a full test coverage.
Preventive test
SPEA flying probers are not only able to detect load board failures, but also to monitor key parameters of critical components by applying real working conditions. This “stress test” is able, for example, to give indication not only about the correct working of a relay at the moment of test, but also about the degradation state of its contacts. Based on this information, it is possible to preventively replace those components that are likely about to break, thus drastically reducing breaks on field and consequent downtimes.
All the answers to load board test requirements
Easily fits all types of load boards
The large test area allows SPEA flying probers to fit any load board with up to 1200x668mm size (47.2×26.3”), while the input conveyor module makes it easy to load the heaviest load boards, complete of their stiffener (up to 20 Kg), which are automatically and effortlessly loaded into the test area.
Daughter board test after assembly + continuity test
The capability of simultaneous probing at different height levels makes SPEA flying probers able to perform the continuity test between main board and daughter boards, in addition to the complete parametric and functional test of the daughter board after final assembly.
Top vs Bottom continuity test
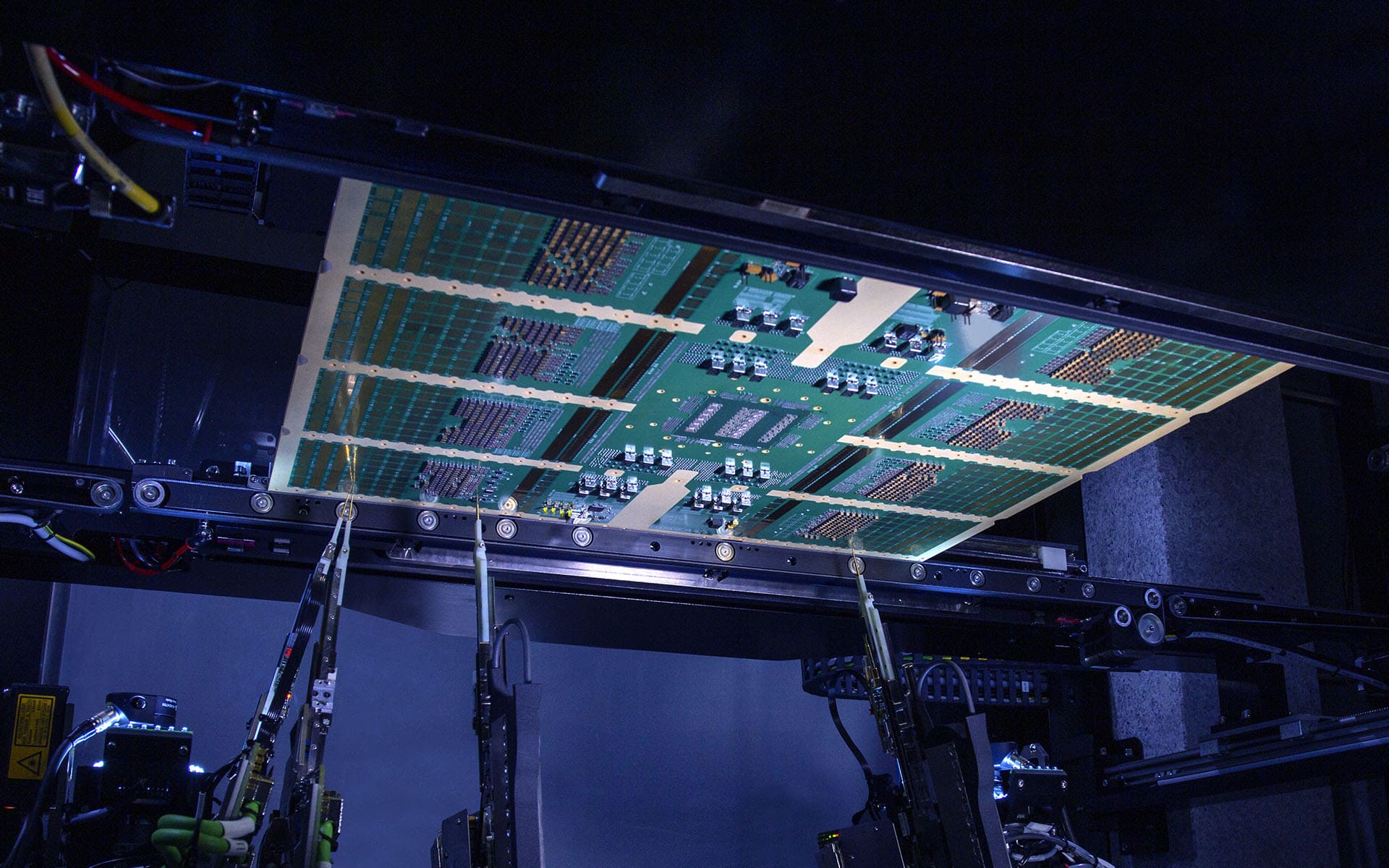
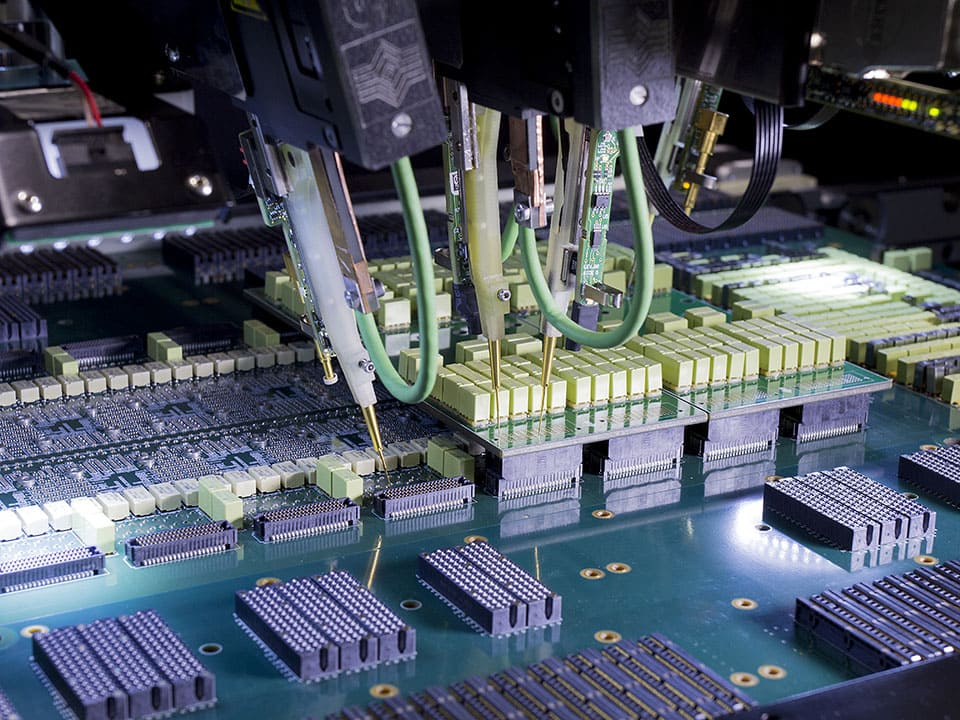
SPEA flying probers can be equipped with 4 top-side and up to 4 bottom-side moving heads, to test both sides of the load board simultaneously, allowing the verification of the nets continuity from top to bottom.
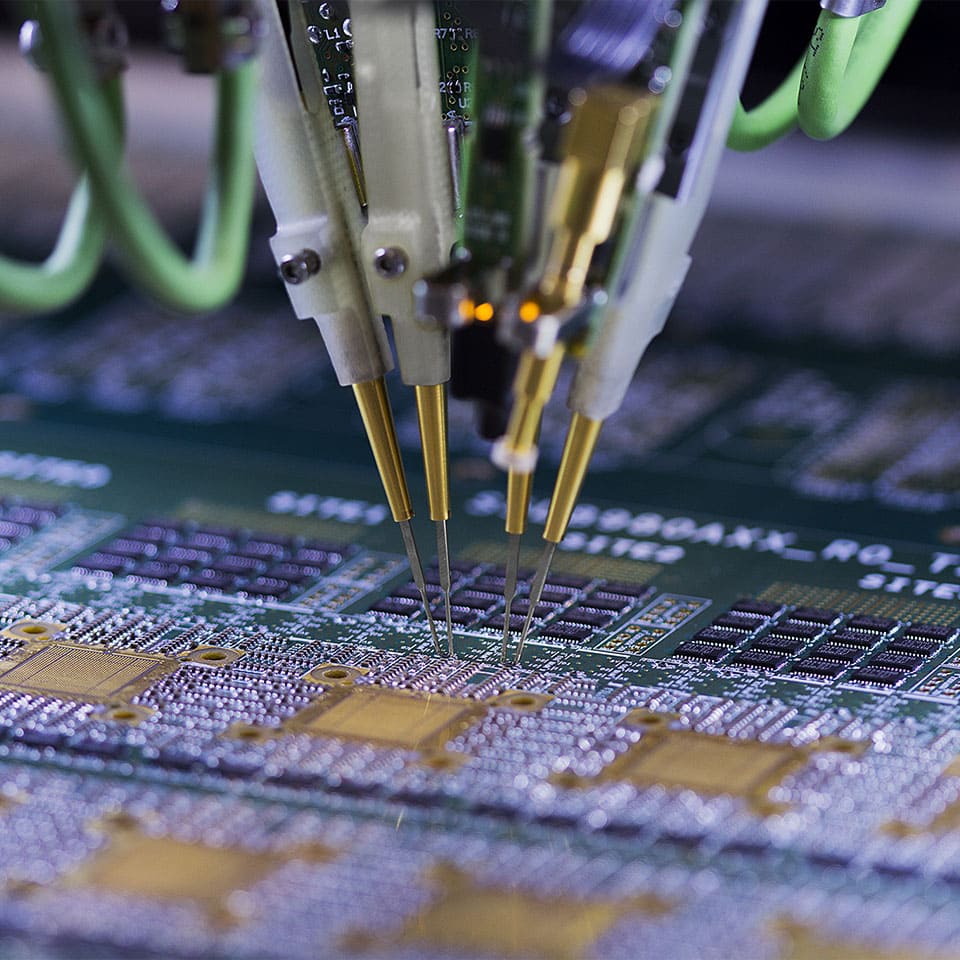
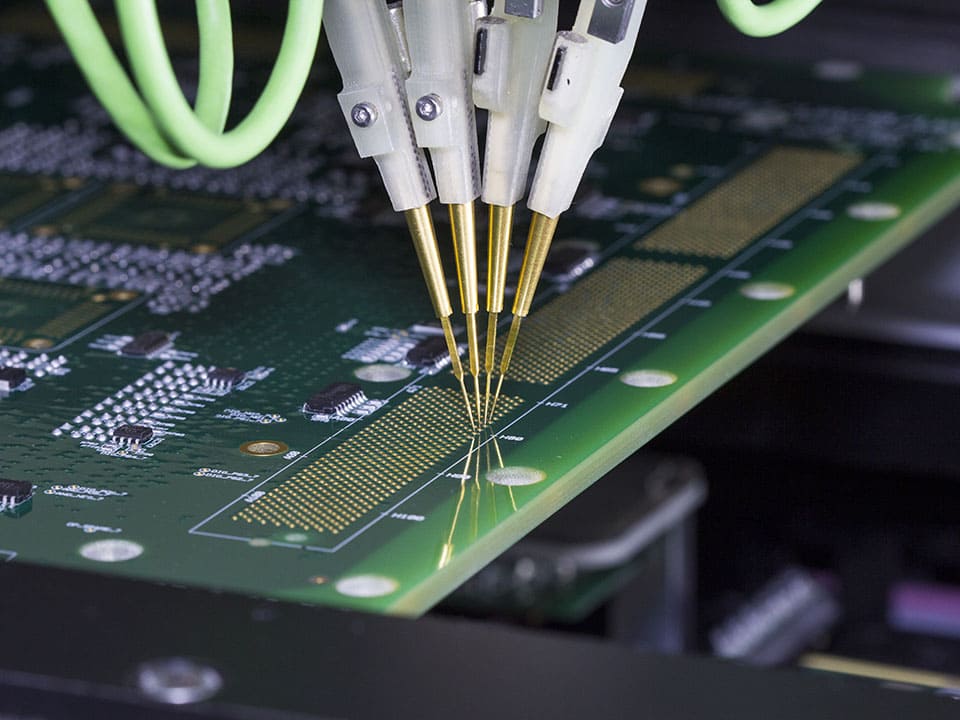
Probing small and sensitive pads
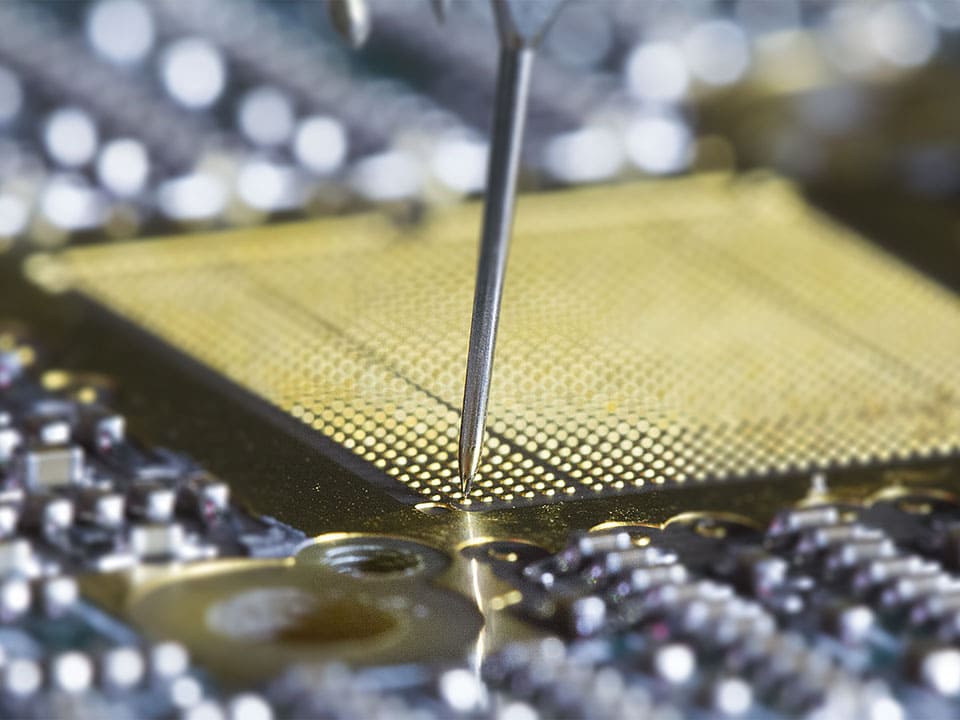
Based on a full linear motion architecture with linear encoders on XYZ, the flying probes are able to accurately and reliably contact the smallest pads, meeting today’s miniaturization trends. Soft Touch Technology ensures that no mark is left on the pad surface, guaranteeing product integrity. Automatic warpage measurement and compensation guarantees probing accuracy also when the load board planarity is compromised.
The capability of direct probing on the socket contact allows the system to perform a complete continuity test from connector interface to socket.
Power-On Test
The interface between load board and IC tester can be used by SPEA flying probers to contact and power on the load board from the bottom side, while on the top side the flying probe test is performed. In this way, it is possible to drive the C-BITs to perform self-diagnostic tests, close/open the relays, power up the boards with tens of amperes.
Automatic load board handling
The load board handling and loading operations into the test area can be completely automatic, with SPEA Board Handling Equipment. These modular units are the only automatic loaders on the market able to handle large and heavy load boards, including their stiffener, from rack magazines.